Точение и полирование выпуклой поверхности
Радиус кривизны выпуклой поверхности можно рассчитать по следующей формуле:
103(п-1)+ г2
где: T1 - радиус кривизны выпуклой поверхности, мм;
T2 - радиус кривизны оптической зоны вогнутой поверхности, мм;
D - вершинная рефракция линзы, в диоптриях; n - показатель преломления материала линзы; t - толщина в центре линзы по ее оси, мм.
B зависимости от заданной рефракции рекомендуются значения центральной толщины от 0,1 до 0,5 мм.
Ha предварительно нагретую сферическую оправку с радиусом, соответствующим радиусу оптической зоны полуфабриката, наносят наклеечный воск и приклеивают полуфабрикат со стороны обработанной вогнутой поверхности. Центровку проводят на специальном центрирующем устройстве с точностью 0,02-0,04 мм.
После остывания оправка вместе с отцентрированным на ней полуфабрикатом устанавливается на посадочный конус сферотокарного станка для обработки выпуклой поверхности.
Рассчитанный радиус устанавливают по индикатору, расположенному на поворотном суппорте. C помощью другого индикатора, установленного на шпинделе станка, определяют толщину слоя материала, снимаемого при обработке. Точение выпуклой поверхности производится за несколько проходов (аналогично обработке вогнутой поверхности) до тех пор, пока в центре линзы будет достигнута заданная толщина.
Полирование выпуклой поверхности проводят специальным полировальником, смоченным полирующей суспензией, на полировальном автомате (одно- или многошпиндельном). Время полирования - от 2 до 5 минут (в зависимости от материала).
Чистоту оптической поверхности линзы контролируют с помощью бинокулярного микроскопа или лупы сразу же после изготовления линзы до снятия ее с оправки с центральным отверстием. Оптическую силу измеряют на диоптриметре. Если в процессе контроля оказывается, что результаты обработки не удовлетворительны, то производится корректировка процесса.
После окончания полирования и контроля оптики линзу снимают с оправки, очищают от наклеечного воска.
При изготовлении наружной поверхности линз отрицательной рефракции сначала протачивают сферическую поверхность с расчетным радиусом кривизны оптической зоны до заданной толщины по центру, а затем протачивают лентикулярную зону с заданной толщиной края до сопряжения с оптической зоной. Радиус кривизны лентикулярной зоны является расчетным и зависит от конструктивных особенностей линзы. При расчете следует иметь в виду, что толщина линзы по краю не должна превышать 0,2 мм, а диаметр оптической зоны наружцой поверхности должен быть не менее 7,5 мм.
При изготовлении наружной поверхности линз положительной рефракции сначала протачивают сферическую поверхность расчетным радиусом до толщины по центру, превышающей требуемую на 0,03 мм. Величина радиуса зависит от толщины линзы по центру и по краю. Затем протачивают лентикулярную зону, начиная от края заготовки до расчетного диаметра оптической зоны наружней поверхности, который выбирается на 0,4-0,5 мм больше диаметра внутренней поверхности. По индикатору устанавливается расчетный радиус оптической зоны. Разворотом суппорта крепления резца и соответствующей подачей заготовки вершина резца совмещается с периферийным участком оптической зоны и производится обработка оптической зоны выпуклой поверхности. Полирование проводят на полировальном станке с помощью специального полировальника, смоченного суспензией.
Изготовление ГПЖКЛ проводится по той же схеме, но используются менее интенсивные режимы обработки и специальные составы для очистки и полирования этих материалов.
При обработке сфероторических линз сначала протачивается вогнутая сферическая поверхность линзы по методике, рассмотренной выше, а затем для получения торической поверхности на периферии производится ее обработка торическим инструментом (обычно шлифовальником и полировальником) с заданными радиусами кривизны поверхностей в двух взаимно перпендикулярных плоскостях фис.
76). Количество подготавливаемых торических инструментов завцсит от требуемого числа торических поверхностей на зоне уплощения (скольжения).Для вытачивания шлифовальника используют специальный токарный станок, предназначенный для изготовления торического инструмента. При этом следует придерживаться следующих правил:
1. По разнице между радиусами в главных меридианах устанавливают поперечное смещение шпинделя относительно поворотного суппорта. Контроль перемещения ведут по индикатору часового типа. Например, для торического инструмента с радиусами 8,0/8,5 мм эта величина, называемая торической разностью, будет равна 0,5 мм.
2. Вращением поворотного суппорта протачивают заготовку инструмента на глуби-
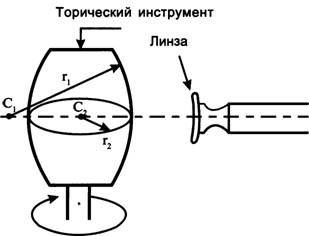
Рис. 76. Схема торического полировальника.
ну не более 0,05 мм за каждый проход, до получения заданного радиуса, отсчитываемого по индикатору поворотного суппорта.
Затем изготовленный инструмент устанавливают в специальное приспособление («торическая вилка») полировального станка.
Подложку с проточенной заготовкой жестко закрепляют к поводку торической вилки. Затем поводок устанавливают в пазы вилки так, чтобы вогнутая поверхность заготовки опиралась на рабочую поверхность торического инструмента. Штырьком
верхнего шпинделя полировального станка фиксируют поводок торической вилки. Вертикальным перемещением качающейся головки доводочного станка необходимо добиться такого положения заготовки, чтобы она перемещалась только в центральной части торического инструмента. Шлифование производится шлифовальным порошком M7 и M3 до получения заданного размера оптической зоны. Время шлифования зависит от соотношения радиусов линзы и торической разности инструмента. Контроль получаемого размера оптической зоны проводят с помощью измерительной лупы увеличением 10х.
Полирование торической периферической зоны производится на мягком полировальнике специальной полировочной пастой. Полирование оптической зоны проводится так же, как у осесимметричных линз.
16.2.
Еще по теме Точение и полирование выпуклой поверхности:
- Глава 16 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНТАКТНЬК ЛИНЗ
- Подготовительные работы
- Точение и полирование вогнутой поверхности
- Точение и полирование выпуклой поверхности
- Изготовление мягких контактных линз
- ОГЛАВЛЕНИЕ